欢迎来到高密市盛宝特机械制造有限公司网站!

 13053636818
13053636818





开松机加压装置
2.气压摇架在依纳牵伸装置及立达牵伸装置上采用了气压摇架。空压机供应的压缩空 气经过单向阀进入气水分离穗,再经过减压间后进入细纱机上的软管气囊内。如图7 - 14所示,软管气囊装在罗拉座后部圆管内,各只摇架都有加压杆,通过压力板与气囊接触。摇架的锁紧机构则由手辆、摇架体、加压杆、摇架座组成,形成四连杆机构BCDE,这里的点C为加压杆凸头上的幽率中心。







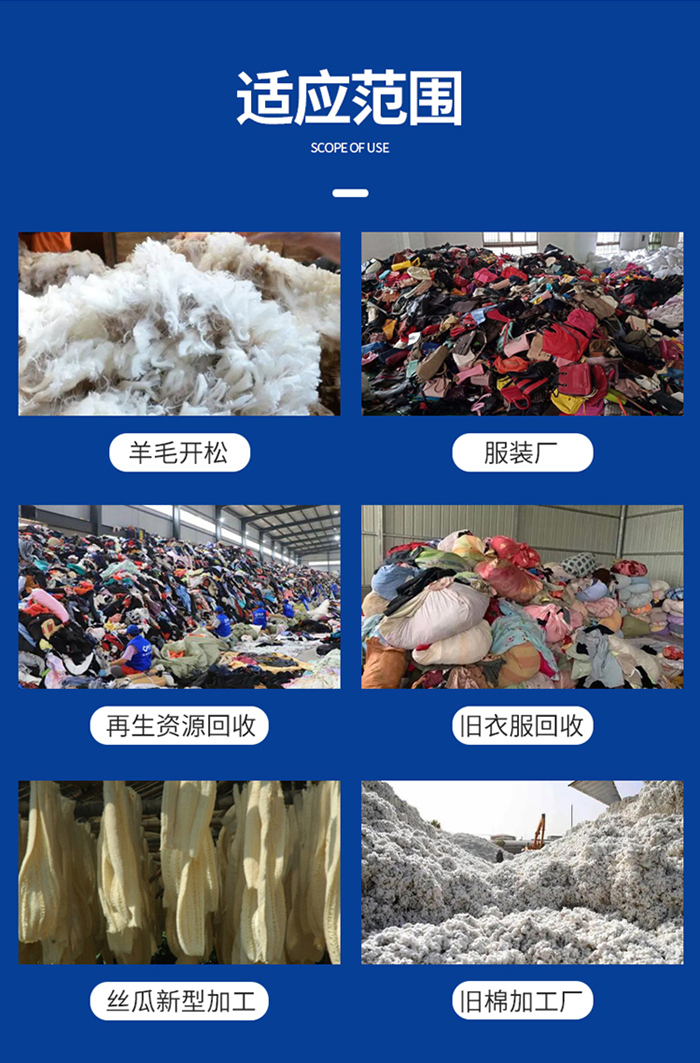

开松机工艺配置
(1)打盛宝特手速度:速度的高低直接影响打盛宝特手对锦层的打击程度。当给棉量一定时,打盛宝特手速度高,则开松除杂作用强。但速度过高,杂质易碎裂,且输出的纤维中柬丝增多,落棉含杂率降低。打盛宝特手速度一般采用500-700r/min。在加工细长纤维、含杂少或成熟度较差的原棉时,打盛宝特手速度再偏低配置。
(2)FA111型开松机打盛宝特手与给棉罗拉隔距:该隔距小,刀片刺入棉层深, 开松作用增强;但隔距过小,易损伤纤维,致使短绒增加。因此该处隔距的大小应根据加王棉层的厚度和纤维长度来定。纺制中特纱时,一般采用6-8mm;在加工化纤时,可采用11mm。
(3)打盛宝特手导尘捧隔距:其变化规律为:自进口到出口应逐段放大,以适应棉块体积的逐渐增大。变化范围a为10-18.5mm。两者问隔距小,棉块受尘棒阻刮作用强的。开松作用 较好,落棉增加。但具体选用隔距时;还要根据给棉量和原棉含杂情况而定。
(4)开松机尘捧与尘棒隔距:尘棒间隔距的大小应根据原棉含杂率和含杂性质来定。一般规律是入口部分隔距较大,中间部分隔距小,进位白部分畸距可适当放大。也可以采用从入口到出口隔距建渐收品的工艺,其着眼点是处理好落杂和回收纤维的关系。
开松机开松除杂机构的作用
3.综合打盛宝特手 综合式打盛宝特手是由翼式刀片与梳针板结合 而组成的打字形式,其结构如图2 -21所示。每一打盛宝特手臂上都是刀片装在前雨,梳针板装在后面,因此,它兼有翼式打字和梳针打盛宝特手的特点。刀片作用角为70°,梳针直径为2.5毫米,梳针倾角为20°,植针密度为1.42枚/厘米2,梳针的高度前排低于刀片2毫米,然后逐排加高,到末一排针高与刀片平齐,以加强对棉层的梳理作用。打盛宝特手万片可根据工艺要求进行拆装,拆下刀片换上护扳,即可作为梳针打盛宝特手使用。综合打盛宝特手在工作时,先由刀片对棉层全宽度进行打击,然后由梳针对棉层进行分割、撕扯和梳理。因此,综合打盛宝特手的开松作用优于翼式打盛宝特手,除杂作用则优于梳针打盛宝特手,其打击作用较翼式打盛宝特手缓和,杂质和纤维损伤辑少,是目前国内开松机常用的一种打子形式。

扫一扫手机网站








 在线客服
在线客服 13053636818
13053636818 1033424483@qq.com
1033424483@qq.com